Worldsalud
At a glance –
Worldsalud Ltd started by a group of health professionals and scientists with the highest quality standards and innovative technologies. New development of innovative nutricosmetic from inside out of Anti-Aging, Cellular, Moisture, Sun Blocker, Whitening and Hair Formula. All our supplements are EFSA approved, non-irradiated, non-GMO, guarantee all natural, GMP & EFSA licensed facility in Switzerland.
Manufactured for Worldsalud Ltd by Swiss Caps AG. Switzerland
A member of Aenova
Group
The Aenova Group is one of the world’s largest contract manufactures and service providers for solid, semi-solid and liquid dosage forms for the pharmaceutical and healthcare industries.
Manufacturing Facilities
 |
Warehouse, space for 2’500 palettes Approx. 800 different raw materials, Temperature and humidity are monitored, ERP-system controlled, full traceability |
 |
Gelatin preparation, intermediate storage tanks, addition of colorants and flavors possible, all manufacturing steps are monitored and controlled by ERP-System, full traceability Raw granular gelatin is mixed with glycerine and water. Coloring agent can also be added at this stage. Glycerine acts as a plasticizer in the gelatine compound. Other plasticizers can also be used either alone or in combination with glycerine, such as sorbitol. The proportions of each ingredient involved in the mixture should be considered carefully because the shell material needs to be adapted to formulation and/or environmental requirements. For instance the gelatin recipe may need to be adjusted to account for acidity, water content of the fill material or high humidity environmental conditions. |

|
Fill mass preparation, steel tanks, intermediate storage tanks, GMP environment. A homogeneous fill material plays a vital role to ensure the uniformity of each Softgel dose. Various equipment should be available, such as processing tanks, high-shear mixer, homogenizer and variety of mills is use. |
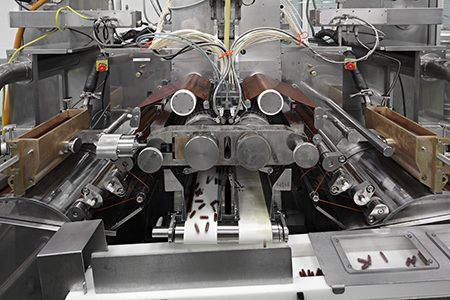 |
Encapsulation machine, encapsulation part (“heart” of encapsulatin machine) Temperature and humidity are monitored, ERP-system controlled, full traceability. Encapsulation is the manufacturing process that brings the gelatin shell and the fill material together to form Softgel capsules. It takes place in a closed environment where the relative humidity is around 20%. The gelatin shell and fill material are brought together simultaneously in the encapsulation machine. |
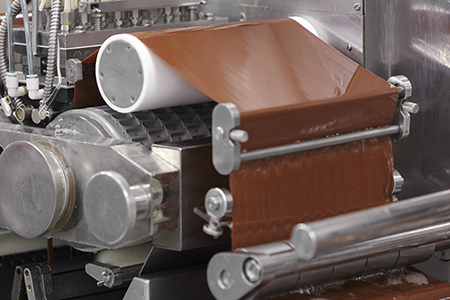 |
Encapsulation machine, gelatin ribbon. Temperature and humidity are monitored, ERP-system controlled, full traceability. A pump delivers the warm gelatin over two chilled drums which are located at both opposite sides of the machine, through a spreader box that sits over each drum. The warm liquid gelatin flows over the drums and this transforms the liquid gelatin into two solid ribbons of gel. The left and right ribbons pass over rollers which feed them through two die rolls. These die rolls determine the shape and size of softgels and cut the Softgel shell from the ribbons as they turn around. |
 |
Encapsulation machine, converter ribbon from encapsulation machine to drying tumbler. Temperature and humidity are monitored, ERP-system controlled, full traceability. Performed by a tumble dryer. Tumbler drying the softgels to removes approximately 30 percent of the water content in the softgel capsules. |
 |
Drying room, drying tumbler Temperature and humidity are monitored, ERP-system controlled, full traceability. Softgel capsules are transferred to the drying room where high air flow exists and they stay around 24 to 48 hours or until the softgels become hard enough |
 |
Calibration and sorting Temperature and humidity are monitored, ERP-system controlled, full traceability Fully automatic softgel sorting machine equipped with electronic sensors is used to sort and remove the damaged, misshaped, broken etc. gelatin capsules, Afterwards manual visual inspection takes place. Any misshaped, damaged and/or not fully filled capsules are removed manually by using an inspection table. |
Aloha Medicinals
At a glance –
- A mushroom biotechnology company, and the largest producer of 100% Organic, medicinal mushrooms in the world
- Ideally located for the production of medicinal mushrooms
- Elevation of 5000 ft. provides reduced air pressure
- 100% climate control for precise growing conditions
- NV location provides transportation logistics and tax benefits
Capabilities

Facilities Description

Location: Arrowhead Drive, Carson City NV
Use: Production and Laboratory
Size: 33,000 ft.

Location: Lockheed Way, Carson City NV
Use: Warehouse and Administration
Size: 13,800 ft.